欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
CMF
CMF
+关注
总共
923
精华
15
今日发帖:
0
发帖
全部
CMF
最新发表
最新回复
最多查看
最多回复
精华
0
国内五金电镀与塑胶电镀区别
“五金电镀”和“塑胶电镀”这两者到底有和区别呢?一、五金与塑料电镀材料上的区别五金电镀的基材是金属,如:铁、锌合金、铜合金等。而塑料电镀的基材是塑料。由于基材不一样,其前期所处理的工艺完全不一样,但是后续电镀基本都一样。这是从两者材料上所发现的区别。二、五金与塑料电镀价格上的区别关于两者在价格方面:要...
走走
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(239)
0
几条汽车保险杠涂装线的比较(1)
几条汽车保险杠涂装线的比较(1) 点开链接可下载
卷福
2015-09-08更新
(
6
)
(
0
)
回复(0)
阅读(239)
0
皮纹和发丝纹直接铣削技术
随着科技和生活品质不断提升,人们在追求物品品质的同时,往往也会关注其外观和设计。皮纹和发丝纹直接铣削技术是一种针对3C行业外观面高品质、高质感要求的革命性的加工技术。 发丝纹(HairLine)切削精加工是在铝或不锈钢表面进行发丝处理。为使塑胶制品呈现金属般质感、越来越多塑胶模具进行此种加工。发丝纹 (HairLine)...
暖暖的
2016-01-18更新
(
1
)
(
0
)
回复(0)
阅读(238)
0
五金电镀加工常用脱水剂特点及应用
五金电镀加工脱水剂是专门针对电镀后处理水迹及污点的表面处理剂,能在工件表面形成一层去水膜,能有力效地去除水迹和污迹的吸附。其搭配纯水后水洗,可避免因水质污染电镀层表面而造成的变色或颗粒。使用简单、操作方便、用理少、消耗低、可被细菌分解是电镀后脱水处理的理想原料镀镍助焊锡脱水剂,能脱除镀件或金属工作表面...
走走
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(236)
0
紧固件表面处理常用工艺利弊剖析
紧固件的表面处理,根据其产品要求的不同,有很多表面处理方法和加工技术。按表面处理方法可以分许多,如涂漆、电镀、化学镀、真空涂镀、浸镀、阳极氧化、化喷砂硬化、涂层、气相沉积、渗碳、氮化、表面淬火等;技术也是越来越先进,也可以有很多方法,物理的、化学的、电加工的、机械的、冶金的等。就现在来看比较受大众欢迎,常有...
Scott
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(236)
0
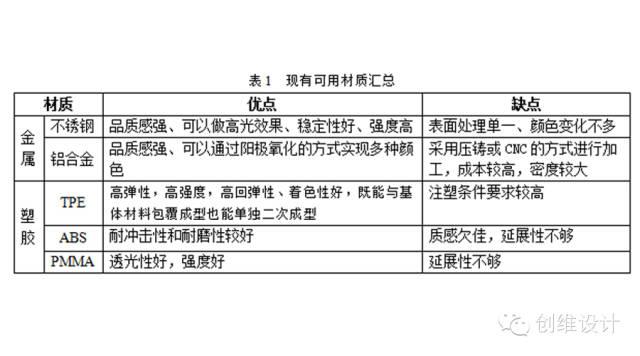
『思维』一款可穿戴式智能手环设计及CMF分析
一、引言努力研发可穿戴智能设备在学术界和工业界一直都成上升趋势。可穿戴设备即直接穿在身上,或是整合到用户的衣服或配件的一种便携式设备。可穿戴设备不仅仅是一种硬件设备,更是通过软件支持以及数据交互、云端交互来实现强大的功能,可穿戴设备将会对我们的生活、感知带来很大的转变。智能手环是一款可穿戴智能设备。通...
失落雨
2016-03-04更新
(
1
)
(
0
)
回复(0)
阅读(233)
0
不锈钢表面处理工艺-不锈钢清洗剂除油脱脂
不锈钢清洗剂除油脱脂不锈钢表面处理任何一道工艺的前处理都必须先去除油脂,切削液,绘制化合物和其它润滑剂等,然后才可以进行不锈钢部件的表面热处理前或最终的钝化处理。不锈钢件还必须在进行脱脂处理前进一步组件通过焊接,以防止拾取器在高温下的碳。通常情况下选用不锈钢清洗剂,只需要常温浸泡1-8分钟便可除去任意油污,操...
小小舒马赫
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(232)
0
常见铝表面处理方法
表面处理都是为了能提高性能,具体方法要熟知,才能正确操作,常见铝表面处理方法分为哪几种,以下为你介绍:1、金属电镀方法:比较常见,同时有打磨后电镀的处理工艺。2、氧化(上色):铝表面处理氧化的用途分两方面,增强物理特性,可以达到上色目的。3、擦纹:有叫做拉丝,表现相似于车纹,都是表面形成流畅的连续纹路,不同的是,车纹表...
范CC
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(232)
0
真空镀的工艺及应用(一)
近20 年来,由于电子器件的小型化、高可靠性和超集成度以及各尖端科学技术的发展,需要制备各种特殊功能的镀层。这种需求促进了物理气相沉积(简称PVD,亦称真空镀)的迅速发展和广泛应用。物理气相沉积是指在真空条件下,将金属气化成原子或分子,或者使其离子化成离子,直接沉积到镀件表面上的方法。物理气相沉积的主要方法有...
Haper
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(228)
0
产品设计中的塑料表面处理
卖瓜人
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(227)
0
不锈钢封接件电镀后绝缘电阻降低的处理措施
摘要:针对不锈钢玻璃封接件电镀后出现的绝缘电阻下降问题,结合实际生产进行原因分析并 出工艺改进措施。结果表明,通过电镀前对封接件进行预处理及电镀后处理工艺进行改进,能够将封接件绝缘电阻提高到稳定的5 000MΩ(U = 500 V)以上。保证了封接件绝缘性能的长期穗定, 提高了不锈钢玻璃封接件安全可靠性。关键词:玻璃金...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(226)
0
高性能无油润滑纳米复合镀层的应用开发
运用表面纳米复合技术制备一种新型的耐磨减摩复合镀层,该技术可以为国内高速缝纫机提供无油润滑关键材料,为全面提升我国工业缝纫机的整体技术水平提供技术支持。 上海市纳米科技与产业发展促进中心研究小组通过对次项目的研究,获得Ni-P-PTFE、Ni-P/Al2O3、Ni-P/SiC、Ni-P/PTFE-SiC以及Ni-P/Gr-SiC等复合镀层。对上述纳米复...
Haper
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(225)
0
集成电路用磷铜阳极及相关问题研究
1·前言电镀铜层因其具有良好的导电性、导热性和机械延展性等优点而被广泛应用于电子信息产品领域,电镀铜技术也因此渗透到了整个电子材料制造领域,从印制电路板(PCB)制造到IC封装,再到大规模集成线路(芯片)的铜互连技术等电子领域都离不开它,因此电镀铜技术已成为现代微电子制造中必不可少的关键电镀技术之一。大规模...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(224)
0
滚镀铜镍工件镀层局部起泡的原因及处理方法
问题:滚镀铜镍工件镀层局部起泡,但工件弯折至断裂却不起皮可能原因:游离NaCN过低原因分析:该工厂是常温滚镀氰化镀铜,外观铜镀层正常,经滚镀镍后,外观镍层也正常,经100℃左右温度烘烤后,却出现上述现象。若把正常镀镍上镀好铜的工件放到产生“故障”的镍槽内电镀,用同一温度烘烤,试验结果没有起泡,表明镀镍液是正...
走走
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(223)
0
五金电镀:电镀锌的目的及四个特点
五金电镀系列:电镀锌目的是为了防止钢铁类物体被腐蚀,提高钢铁的耐蚀性及使用寿命,同时也使产品增加装饰性的外观,钢铁随着时间的增长会被风化,水或泥土腐蚀。国内每年被腐蚀的钢铁差不多占整个钢铁量的十分之一,所以,为了保护钢铁或其零件的使用寿命,一般都采用电镀锌来将钢铁加工处理。由于锌在干燥空气中不易变化,...
走走
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(222)
0
电镀知识
电镀:是指金属在电解过程中利用电子流的作用下,使镀液中金属阳离子还原成金属单质而沉积在阴极镀件表面的过程。 镀料:铜,锡,锡铜合金、锌、铬,还有用于PCB上大电流触点的镀金和镀银。 电镀前需进行前处理,流程包括:酸脱,水洗,热脱,澎润,活化,粗化,回收,后移,中和,表调,预浸,敏化,加速,等等。 还有后...
五棵松
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(222)
0
电镀级PP塑料的电镀工艺
电镀级塑料的电镀工艺流程如下。除油一清洗一5X硫酸中和一清洗一粗化一清洗一清洗一敏化一清洗一钯活化一清洗一化学镀镍一清洗一电镀除油可以采用通用的除油工艺。粗化前面已经做了介绍。敏化 不用前面所说的高浓度的工艺,采用通用工艺即可。对于宜于粗化的表面,过高浓度的活化中心反而会降低镀层的结合力。化学镀可以采用...
General Lee
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(220)
0
环保型多功能金属缓蚀剂—改性肌醇六磷酸酯
种环保型多功能金属缓蚀剂——改性肌醇六磷酸酯,日前在河北省玉田县康庄新资源技术研究所研制成功。该缓蚀剂替代铬酸盐及氰化物,进行无铬钝化及无氰电镀已有显著成效。它的推广将为我国实现无害化金属表面处理开辟一条重要途径。金属表面处理加工业必不可少的化学成分亚硝酸盐、铬酸盐、重金属及氰化物等,对人体具有极大的...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(220)
0
高速镀铜溶液铜离子浓度升高的原因及对策
在光亮酸性镀铜工艺中,常常会出现铜离子浓度降低,需要补充硫酸铜的现象,如果是用块状磷铜阳极,需要在阳极棒上排满磷铜块,最好的办法是用装满磷铜球的钛蓝作阳性,以增加阳极面积,避免铜离子浓度降低。但在高速镀铜工艺中,情况恰恰相反。我厂高速镀铜溶液的总体积约为15m³,每天铜离子升高约2g/L,即每天阳极溶解...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(218)
0
纳米复合镀层的形成机理
纳米复合镀层的形成是一个复杂的电沉积或化学沉积过程,对其机理目前尚无深入的研究。根据有关参考资料可以归纳为以下几个主要步骤。(1)纳米复合镀液中的金属正离子到达阴极(工件)表面,镀液中的纳米不溶性固体颗 粒也随之到达工件表面,在双电层(电场力)的作用下,水化的金属离子一方面要失去水化膜,另一方面向阴极表面...
卖瓜人
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(218)
上一页
21
22
23
24
25
26
27
28
29
30
下一页
共47页
转到第
相关话题
CMF
0 人关注
史上最全的表面处理大汇总
CMF
49 人关注
塑胶产品卡扣设计 - 塑胶产品结构设计规范
CMF
0 人关注
史上最全产品表面纹理实现方法
CMF
0 人关注
视错觉与CMF设计的完美融合
CMF
49 人关注
收藏级-PANTONE国际色卡大全
CMF
0 人关注
玻璃印刷工艺带案例
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899












 (
( (
(