欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
工艺
工艺
+关注
总共
2203
精华
23
今日发帖:
0
发帖
全部
金属材料成型及加工
高分子/复合材料成型及加工
陶瓷和玻璃成型及加工
3D打印技术
连接
其他
最新发表
最新回复
最多查看
最多回复
精华
0
汽车塑料件装饰工艺分类
按塑料件成型处理分,汽车内、外饰生产工艺分为: 1、塑料件成型后处理(Post Processing):电镀(Plating)、喷涂(Painting)、水转印(Cubic Painting)、热烫印(Hot Stamping) 2、塑料件成型过程中处理(In-Process Decorate):模内转印(IMD)、嵌片注塑(INS)模内转印(IMD)工艺特点: 1、干性加工、环保工艺 2、...
sunsun
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(223)
0
材料瓶颈已经成为限制3D打印发展的首要问题
“材料瓶颈已经成为限制3D打印发展的首要问题。因为未来3D打印的真正发展将在高端领域即工业应用,而目前高端打印材料的发展尚无法满足3D打印技术发展的需要。”___浙江省钎焊材料与技术重点实验室副主任、浙江亚通焊材有限公司高级工程师刘平。 随着3D打印越来越受到人们的关注,相关问题也随之浮出水面。专家表示,要...
月光城
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(324)
0
基于焊接熔渣严重的实验探究
1试验方法 分别配制2份相同的无电焊接笔焊药,其中一份中添加一定量的新造渣剂组分D,另一份不添加,然后制备2种无电焊接笔。用2种焊接笔分别对10mm厚的45钢板进行无电焊接,钢板紧密对接,表面无处理,不开坡口,平焊,收集相应的焊接熔渣,添加和未添加组分D所生成的焊接熔渣分别记为熔渣A和熔渣B. 将A、B两种熔渣分别研磨...
路人甲
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(178)
0
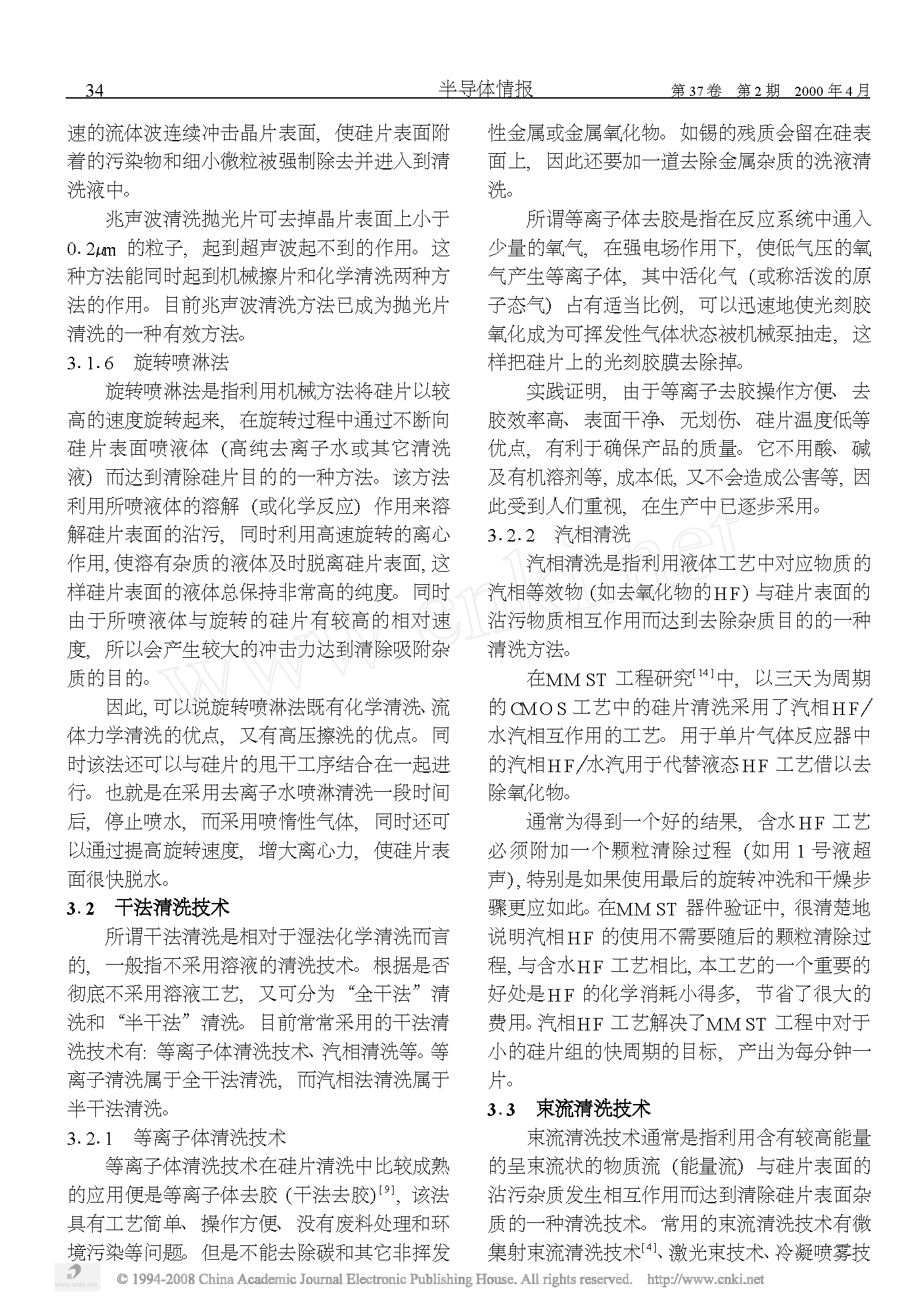
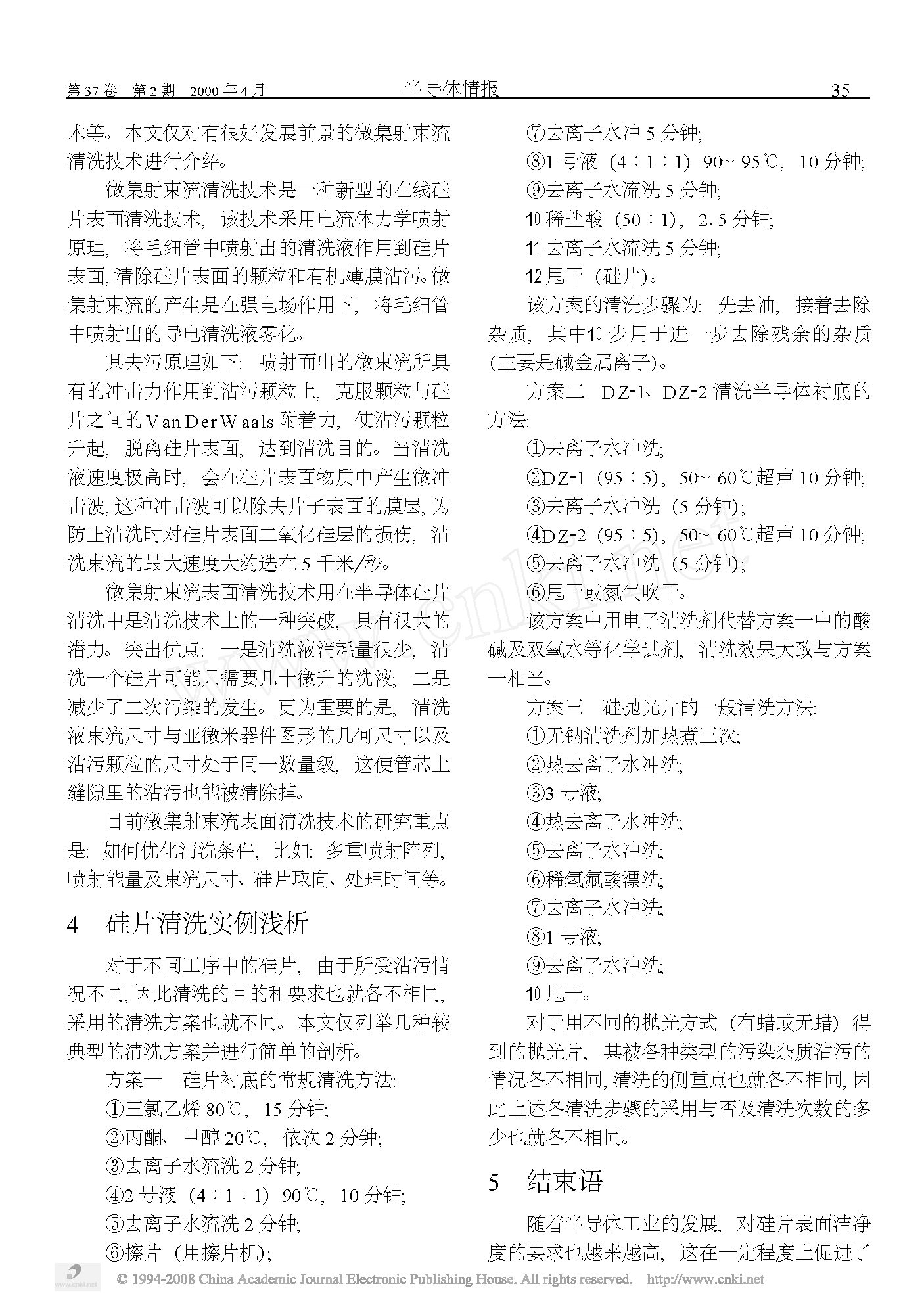
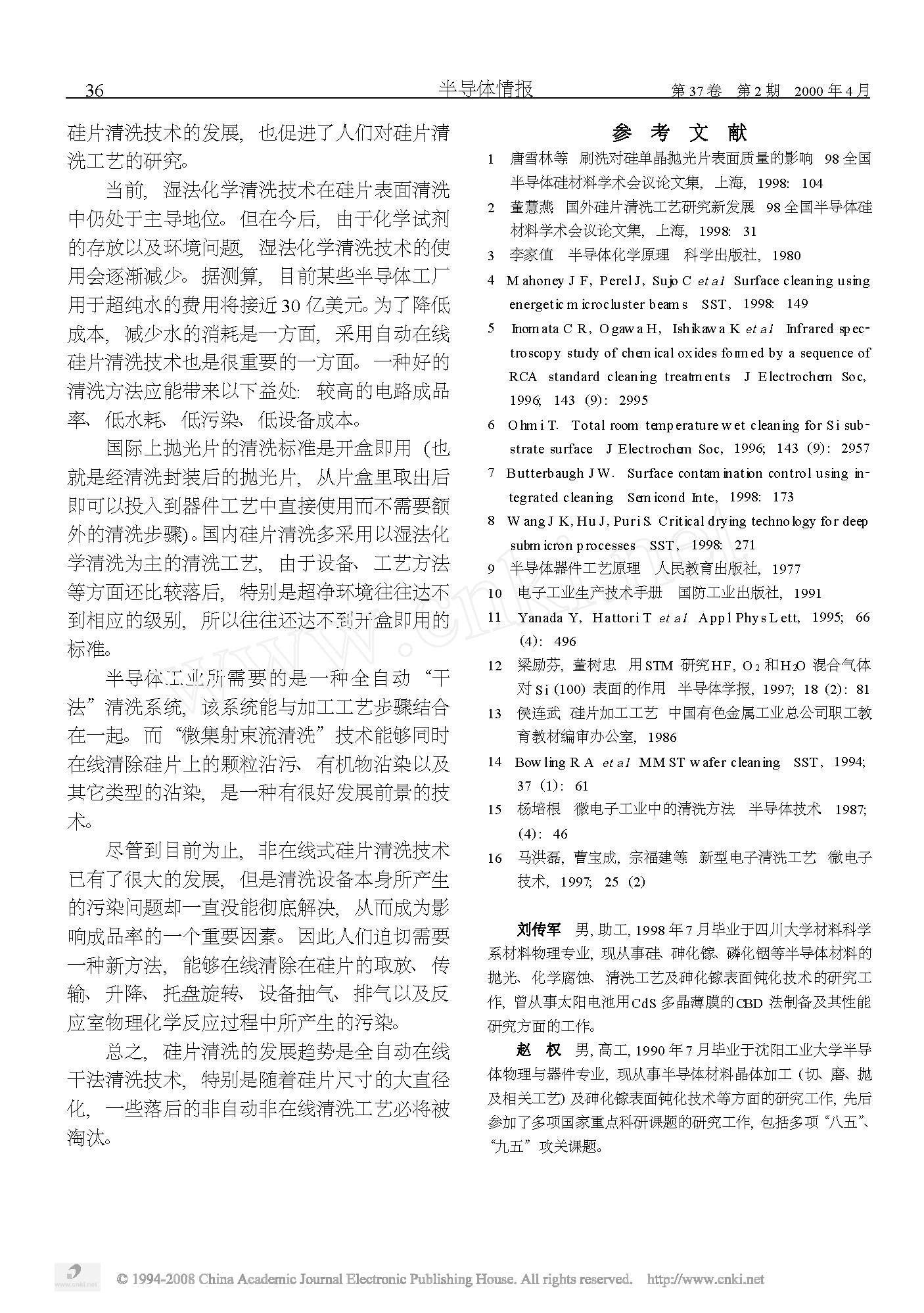
硅片清洗原理与方法综述
西门吹雪
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(320)
0
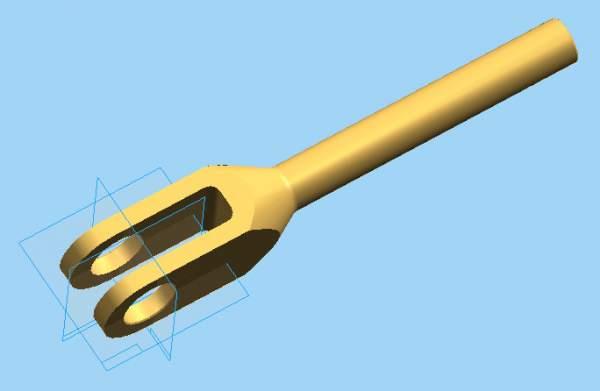
请高人指点锻造问题
各位高人,我的工作中要设计一个叉形拉杆,受拉、压载荷,准备用模锻后机加工成型(如图)(材料40Cr),想请教模锻用的材料用轧制的圆钢可以吗?要不要在技术要求里指明初始下料时使轧制方向与工件长度方向一致?对这个工件,锻造用的材料选用哪一种更合适?是钢锭、轧材、还是锻造圆钢?轧材是不是可以就是上面说的轧制圆钢...
芳草地
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(305)
0
哪些客户需要我们的3d打印技术
想要开3d打印店,那我们首先弄明白什么样的客户需要3D打印.简单讲,3D打印技术就是一种特殊的产品制造技术,可以生产塑料、陶瓷和金属等单一或者复合材料产品。但使用橡胶、陶瓷和金属为原材料的3D打印机价格相差很大,所以在开店前要先很好的评估自己的财力,量力而行。同时,3D打印现在还不适合批量生产和制造,首先是制造...
D77
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(155)
0
背压的形成、作用与调校
背压是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用。一、背压的形成 在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方...
知多少
2015-08-29更新
(
7
)
(
0
)
回复(0)
阅读(145)
0
水性汽车涂料应用浅析
随着环保、节能要求的不断提高,汽车涂料呈现出高固体分化、水性化及粉末化等发展趋势。本文结合当前汽车及零部件涂装用水性涂料的开发与应用情况,介绍了阴极电泳涂料、水性金属漆以及水性防腐涂料的特点以及在实际应用中需关注的问题。水性涂料是以水为溶剂或分散介质的涂料。我国化工行业标准《汽车用水性涂料》中规定的适...
Monica CH
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(169)
0
非晶合金的焊接方法8-自蔓延焊接
自蔓延焊接自蔓延焊接是一种基于燃烧合成技术,以燃烧型焊条为焊接材料的新型焊接方法。其特点是反应时间短,达到的温度高,在合成材料的同时,施加一定压力,使合成材料与基体之间形成连接。
路人甲
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(351)
0
基于DeviceNet的汽车总装线控制系统
DeviceNet现场总线是一种开放、低价、可靠、高效的底层工业控制网络,可广泛应用于各个领域,现已成为国际标准、欧洲标准和中国国家标准。一汽集团根据发展规划设计的基于DeviceNet现场总线的一汽-大众BORA A4总装生产线控制系统,包含12条DeviceNet网络、200多个节点,总线长度达3000m,总体技术达到了国际先进水平,为企业...
我就叫匿名
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(134)
0
浅谈新建涂装车间首次深度清洁
灰尘是涂装车间的大敌,特别是新建好的涂装车间厂房,在调试前及运行初期,前处理槽体和烘房都需要技术性清洁。涂装车间建成后禁止参观,不仅外来人员不让进入,就算是本公司人员也是非公莫入,即便进入也要换上专门的鞋子和衣服通过风淋门方可进入。所有这一切只为一个目的,防止灰尘进入而影响油漆质量。事实上涂装车间从规...
Monica CH
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(144)
0
汽车四大工艺之冲压
冲压工艺冲压是所有工序的第一步。先是把钢板在切割机上切割出合适的大小,这个时候一般只进行冲孔、切边之类的动作,然后进入真正的冲压成形工序。每一个工件都有一个模具,只要把各种各样的模具装到冲压机床上就可以冲出各种各样的工件,模具的作用是非常大的,模具的质量直接决定着工件的质量。 a、冲压工艺的特点及冲压工...
八千里
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(194)
0
空间站将首迎3D打印机
据太空报道者网站报道,国际空间站(ISS)9月19日将迎来它的第一台3D打印机。这台打印机将由“龙”飞船送上太空,并接受在零重力环境下生产配件的挑战。这台打印机和微波炉一般大,去年春天就已经测试合格,将于9月19日发射升空。美国加州的“太空制造”公司和美国航空航天局(NASA)合作推进“零重力3D打印”项目,负责制造...
金雄
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(175)
0
轿车冲压零部件制造增效降本的关键
伴随着中国汽车市场竞争日趋白热化,消费者的需求层次也在快速发生变化,越来越多的人对汽车的价格和质量提出了更高的要求。一个企业,向市场提供高质量的产品固然是第一要务,但能否用最低的成本制造出高质量的产品是其能否健康生存的关键。冲压零部件制造作为车身制造的关键环节,其制造成本的高低直接决定着车身成本的控制...
Scott
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(124)
0
添加剂对高MgO烧结矿中铁酸钙生成的影响
近几年来,进口铁矿石价格居高不下,富铁矿资源逐年贫乏,给中国高炉生产带来了极大的影响。为了适应铁矿石资源的变化,降低炼铁成本,各大钢铁企业开始选用品位较低的高铝铁矿石,Al2O3质量分数普遍大于1.8%。然而,高炉冶炼时Al2O3会全部进入炉渣,当其质量分数超过15%时,炉渣流动性及脱硫能力显著降低。解决该问题的方法...
夜风
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(190)
0
汽车锂空气电池技术解析
早在丰田氢燃料电池汽车(MIRAI)推出之前,IBM公司就推出了自己的汽车空气锂电池。早在2009年,IBM就提出 Battery500Project这个计划,旨在研发出一种空气锂电池技术,在保持当前车载电池体积重量以及成本控制基础上,让电池一次充电能够维持车 辆至少805公里的续航里程,和当前电动车续航里程相比较,整整提高了五倍。IBM空...
美丽人生
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(292)
0
焊接机器人的应用分析和编程技巧,绝对高逼格
工业机器人由操作机(机械本体)、控制器、伺服驱动系统和检测传感装置构成,是一种仿人操作、自动控制、可重复编程、能在三维空间完成各种作业的机电一体化自动化生产 设备,特别适合于多品种变批量的柔性生产。它对稳定、提高产品质量,提高生产效率改善劳动条件和产品的快速更新换代起着十分重要的作用。自从20世纪60年代...
钢铁侠
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(390)
0
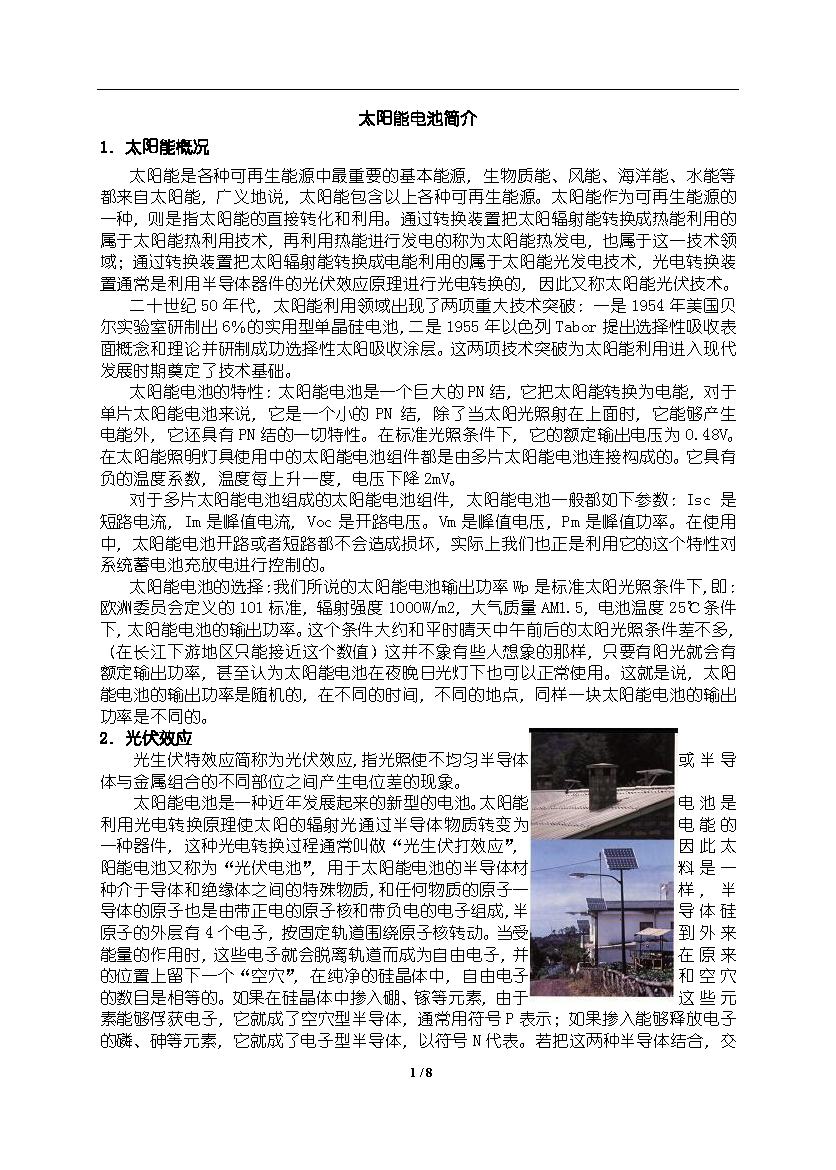
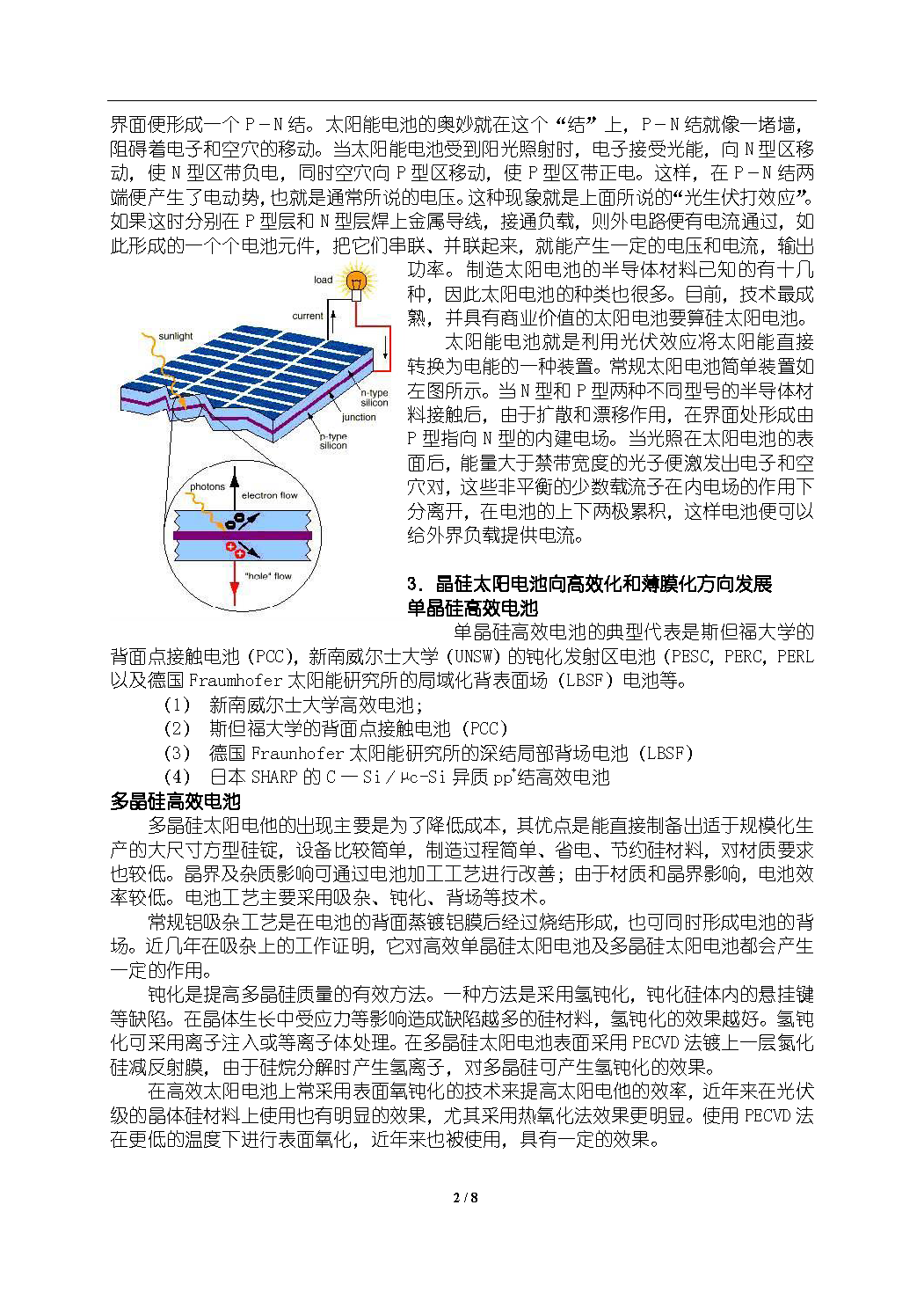
太阳能电池板的应用
1.太阳能概况太阳能是各种可再生能源中最重要的基本能源,生物质能、风能、海洋能、水能等都来自太阳能,广义地说,太阳能包含以上各种可再生能源。太阳能作为可再生能源的一种,则是指太阳能的直接转化和利用。通过转换装置把太阳辐射能转换成热能利用的属于太阳能热利用技术,再利用热能进行发电的称为太阳能热发电,也属...
聚人
2015-08-29更新
(
7
)
(
1
)
回复(0)
阅读(420)
0
我国近十年来粉末冶金技术发展概况
粉末冶金是一项集材料制备与零件成形于一体,节能、节材、高效、最终成形、少污染的先进制造技术,在材料和零件制造业中具有不可替代的地位和作用,已经进入当代材料科学的发展前沿。目前粉末冶金技术正向着高致密化、高性能化、低成本方向发展 近十年来粉末冶金零件的成形新技术:一、温压技术 温压技术是粉末冶金领域近几年...
新材料在线-发哥
2015-08-29更新
(
15
)
(
9
)
回复(0)
阅读(382)
0
汽车用新材料
想提个问题,目前有没有比较新的应用生态纤维制作的汽车部件?
八千里
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(233)
上一页
50
51
52
53
54
55
56
57
58
59
下一页
共111页
转到第
相关话题
工艺
5 人关注
史上最全表面处理大汇总
金属材料成型及加工
40 人关注
金属注射成形(MIM)生产工艺与应用概要
高分子/复合材料成型及加工
49 人关注
注塑缺陷大汇总(56页高清ppt详解)
工艺
5 人关注
成型工艺——金属、无机非
金属材料成型及加工
40 人关注
盘点汽车7大制造工艺
玻璃/陶瓷/天然材料成型及加工
25 人关注
手机3D玻璃热弯石墨模具供应商有哪些?
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899








 (
( (
(